
 0755-86131192
0755-86131192 2021-03-02
2021-03-02在鑄造行業中,質量控制是一個非常重要的環節,而三維測檢測技術的應用,可以優化工藝過程,從原型到模具制作,毛坯檢驗到后續加工,有效地節省了時間,提高了生產效率。
傳統的測量方法 主要有直尺、劃線機、三坐標測量儀等。
直尺:傳統的卡尺、卷尺、直尺難以測量出異形曲面或較大尺寸的鑄件,不但費時費力,而且會產生嚴重的偏差,難以獲得精確的數據。
劃線裝置:只能測量部分鑄件尺寸,不易測量曲面、遮擋面等部位。并且現在越來越多的產 品只提供三維數據,而不提供二維圖紙,這種情況下進行劃線檢查有很大的局限性。
測量儀器:體積大、重量大的物體不易測量,成本較高。
無接觸:精易迅科技的三維掃描儀是一種非接觸的三維數據采集系統,可以精確、快速地獲取被測物體表面三維點的云圖數據。相對于接觸式測量而言,非接觸式測量可以采集由于測針空間的限制而不能測量到的死角位置,從而獲得復雜鑄件的完整數目。
全幅掃描采點:相對于單打獨斗測針測量系統,全幅掃描采點可以快速地完成對鑄件整體型面的點云數據采集,更有利于曲面型鑄件的偏差檢測。
輕便靈活:手持式測量,操作簡單,可隨時改變被測物體的角度和距離,便于攜帶外出測量,還可在狹小的空間內掃描,深入鑄件內部測量其內部特性。


該鑄件長約1000mm,寬約800mm,有深腔、薄壁等結構,需檢測該鑄件是否合格,是否有余量進行加工。
用戶選用精易迅科技-手持三維掃描儀,無需將工件移動到測量平臺上,無需對表面進行任何處理即可直接掃描,10分鐘內即可獲得完整數據。通過掃描得到的三維數據與數模進行比較,得到了顧客所需要的偏差色譜圖。
而對于難點-腔內尺寸,PRINCE大約有315×165×105mm,可以伸進腔內,很方便的得到腔內數據。
相對于傳統的卡尺和劃線機測量方法,比較麻煩,而且不能測量表面、遮擋面。當測量結束時,機床要將劃線基準對齊,以便進行加工,有且只有這一種加工方式,也許還有其他更節省原材料,更方便,但是劃線測量不能提供的加工方式。另外,這一過程非常依賴人工經驗,耗費時間和精力。

得到色譜偏差圖,快速判斷鑄件是否有加工余量,同時可以定量分析余量大小磨損檢測案例

該鑄件用于建筑行業,澳洲客戶需要對該鑄件進行磨損檢測。由于鑄件體積略大,需要戶外陽光下作業,對掃描儀的精度、環境適應性、便攜性要求較高。
精易迅科技提供了全局式三維掃描儀來完成這項工作。內置全局攝影測量系統,能夠消除累計誤差,提高全局掃描的精度,在掃描大型工件時優勢尤為明顯。同時,精度0.020 mm,體積精度高達0.030 mm/m,最大掃描面幅860 mm × 600 mm,陽光下也能正常工作,完全能夠滿足該鑄件掃描的需要。
客戶將手持三維檢測儀帶至現場,無需其他檢測平臺等輔助,約10分鐘即可完成檢測。掃描過程中,可以隨時變化角度和距離,數據會實時呈現,點云無分層,自動生成三維實體圖形,也就是“所見即所得”。
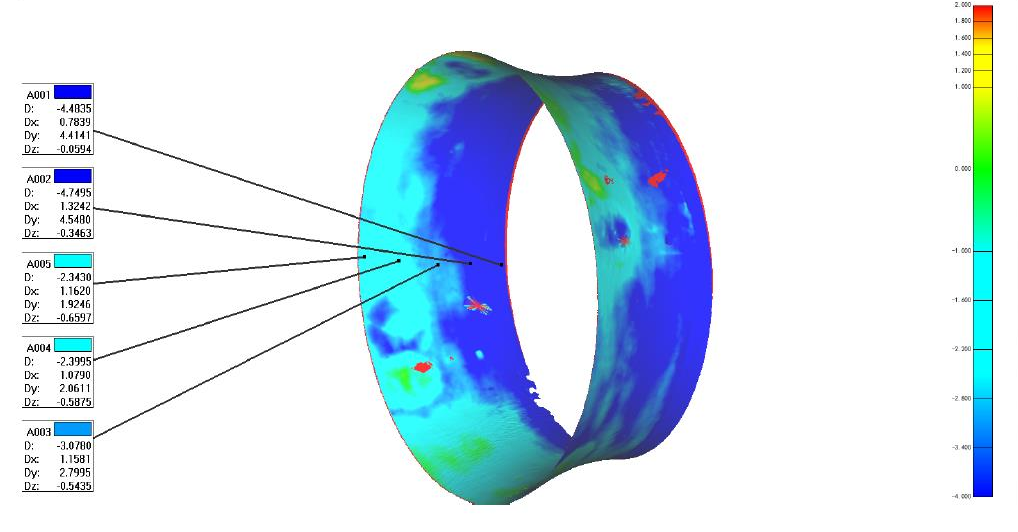
得到色譜偏差圖,判斷磨損狀況小結
由于高精度、高密度、實時性、便攜性等特點,三維激光掃描已成為國際上流行的鑄件檢測方式。
 返回列表
返回列表









 0755-86131192
0755-86131192